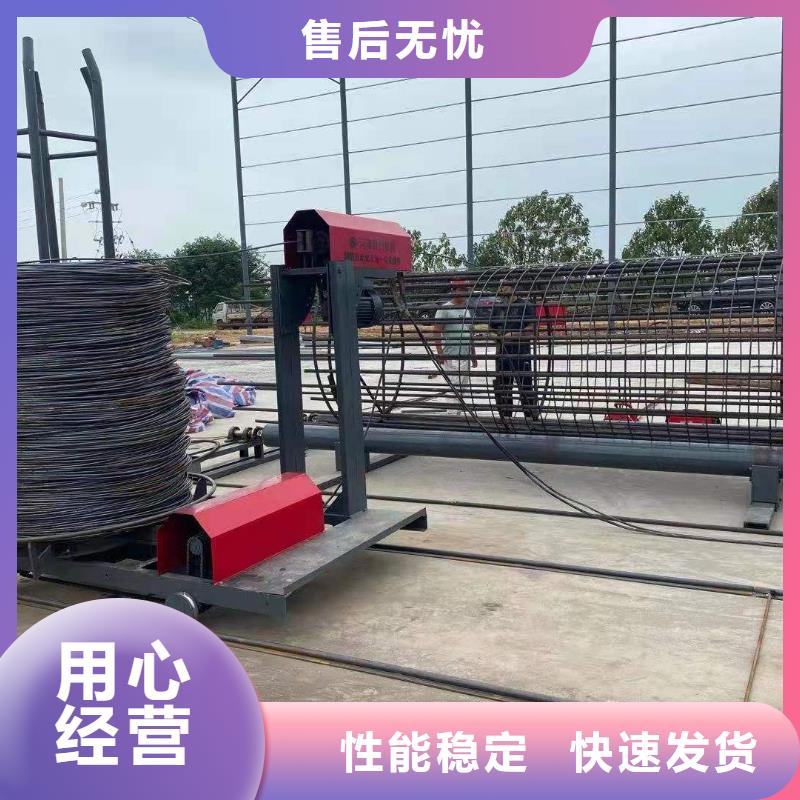

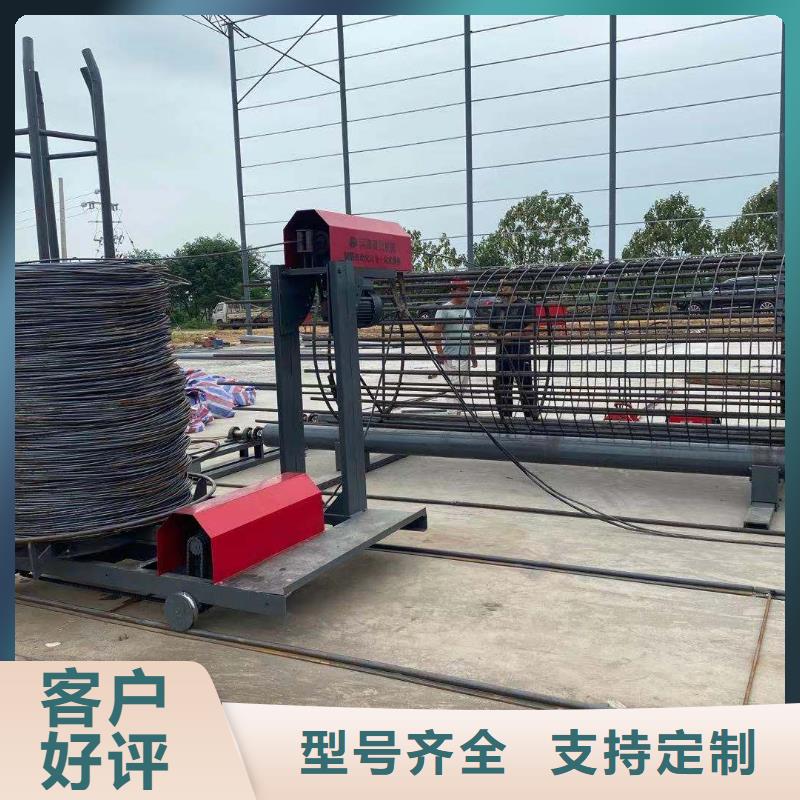
绕筋机数控滚焊机且较老产品优化了多个重要结构,使其更加合理且成本大幅降低,设备更有市场竞争力。大盘部分灵活的模圈及十字筋安装设计,据不同的桩基规格灵活更换,经济适用;固定盘旋转、移动盘部分行走及旋转、由一台 P 和 3 台变频器来设定,要求电机同步,保证了成品笼子的整体尺寸;可完成桩基直径 400mm-2500mm 桩基单主筋单箍筋、双箍筋单主筋,以及双主筋双箍筋的焊接工作;固定机架及移动机架进行了结构优化,降低主机重量,减轻了动力单元的负载,从而可制作目前较重的钢筋笼轮缘结构进行了优化设计,摒弃之前方钢冷弯后加工的工艺,更改为原材料为高强度的无缝钢管,经过精密的冷弯成型,之后直接使用。如此轮缘与支撑辊的圆面接触,增大了接触面。使得设备运行更加平稳且,设备运行惯量大大降低;钢筋笼骨架旋转的同时由移动盘拖动向后移动,盘筋不移动;钢筋笼直径由相同直径的模板精准控制,一个工程通常需要 2-7 种模板;主筋间距决定于人工预先在模板上布置的,与主筋根数相同数量的套管间距;当钢筋笼直径和主筋根数改变时,需要人工更换模板以及重新布置套管,约需 1 小时;1、自动送料系统,可设定距离在线,误差小,钢筋笼高质量。2、能准确自动焊接,降低劳动强度。3、采用变频控制系统对保持架保持架,具有高精度的运动。4、用自动笼架,避免笼型曲线。5、高速送料装置,效率高。6、可改变笼直径和主筋量。
工作原理根据施工要求,首先调整钢筋笼绕筋机两滚筒间距离,将钢筋笼的主筋架预制好吊装到钢筋笼绕筋机两滚筒之间,通过穿过矫直器将盘筋穿入钢筋笼,把盘筋(绕筋)端头先焊接在一根主筋上,然后通过固定旋转及移动旋转盘转动把绕筋缠绕在主筋上,同时进行焊接,从而形成产品钢筋笼---这就是 钻孔灌注桩钢筋笼绕筋机即“简易钢筋笼成型机”的工作原理. 产品优势;1;该设备由PLC工控控制,内置程序,操作简单。2;绕筋间距无极可调,调直速度、行走速度、旋转速度 均由频器控制,速度可根据钢筋笼的规格、工人的熟练程度任意调节。3;钢筋笼绕筋机具有参数自动存储功能,可存储数百种规格的钢筋笼参数。4;设备具有远距离遥控功能,专门定制工业遥控器,配备信号增强天线,控制灵活方便。5;滚筒采用一级无缝钢管壁厚耐磨,大大增加了设备的使用寿命。6;调直机构角度可调节,适用范围广。7;放线架由实心圆钢,和厚度10mm的钢板加工而成,结构扎实,可放整捆钢筋。本设备,适用于高速公路、高速铁路、地铁、水电站、房建防护等各种规格的钢筋笼的加工。

箍筋不需搭接,较之手工作业节省材料1%,降低了施工成本。由于主筋在其圆周上分布均匀,多个钢筋笼搭接时很方便,节省了吊装时间通过使用滚焊机进行钢筋笼加工,不但实现了工厂化和自动化生产程度,优化了施工工艺,而且提高了产品质量和工效,极大地节约了成本,具有很好的推广价值按照传统施工工艺,组装骨架需要6个熟练工人工作1.5-2.0h;组装完成后盘绕箍筋需要3个熟练工人工作1-1.5小时,整体完成合计需要:12-16.5h/人工;采用包括但不限于自然灾害如洪水、地震、瘟疫流行和风暴等以及社会如、、行为等,出现上述情况时,360将努力在***时间与相关单位配合,争取及时进行处理,对此给您造成的损失360免责,7.4在法律允许的范围内,360对以下情形导致的服务中断或受阻不承担责任因电信系统或互联网网络故障、手机故障或病毒、信息损坏或丢失、手机系统问题,受到计算机病毒、或其他恶意程序、攻击的破坏。程序版本过时、设备的老化和/或其兼容性问题,其他360无法控制或合理预见的情形,7.5您理解并同意,360有权根据有关法律、法规的变化以及公司经营状况和经营策略的调整等,随时暂时或 停止本产品服务并且无需承担任何责任。绕筋机
<绥化>建贸机械设备有限公司
绥化钢筋笼成型机_保证正品
全自动钢筋笼绕筋机的注意事项:1.开机工作前认真巡检机器个部位是否正常,连接螺栓是否紧固可靠。气管是否有泄漏。各部位紧固螺栓应定期用扳手检查是否松动等。2.更换切或者检修机械时,请务必切断电源,挂好检修牌,以免发生事故。3.有需要的部位或零件必须定时加注油,保证设备的正常运作。4.及时清理机械卫生,保持设备的干净。5.设备不使用时请切断电源关闭气源。


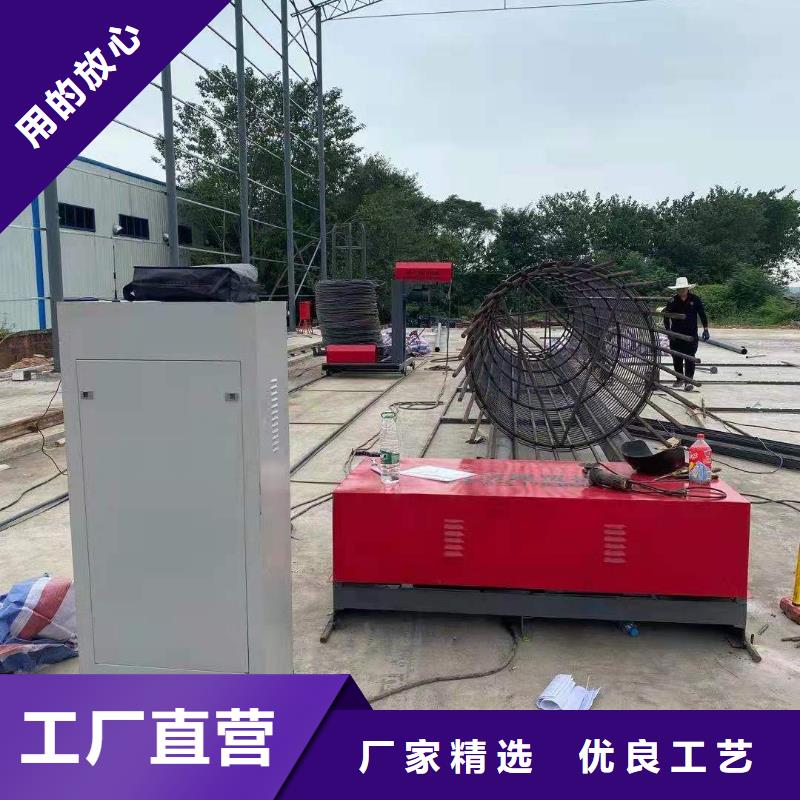
钢筋笼绕筋机运行中工作原理:根据施工要求,钢筋笼的主筋通过专用模具制作完成(包括内支撑),把钢筋笼主筋置于钢筋笼绕筋机上,将盘筋(绕筋)端头先焊接在一根主筋上,然后通过传动托辊旋转以及小车的移动把盘筋绕在主筋上,同时进行焊接,从而形成成品钢筋笼。按滚轮转动不同,滚焊可分为连续滚焊、断续滚焊和步进滚焊:1、连续滚焊 连续滚焊时,工件在两滚 间连续移动(即滚盘连续旋转),焊接电流也连续通过工件。这种方法易使工件表面和熔核附近过热,电机磨损严重,焊缝易出现较深的压坑,因而很少使用。2、断续滚焊 断续滚焊时,滚轮连续转动,工件连续移动,电流断续通过工件,形成的焊缝由彼此搭叠的熔核组成。由于电流断续通过,在休止时间内,滚轮和工件得以冷却,因而可以提高滚轮寿命,减小热影响区宽度和工件变形,获得较好的焊接质量,没有连续滚焊时的缺点。断续滚焊时,在熔核冷却时滚盘已离开焊接区,没有充分的锻压过程,熔核在压力减小的情况下结晶,很容易产生表面过热、缩孔和裂纹。3、步进滚焊 步进滚焊时,滚轮断续转动,电流在工件不动时通过工件。由于金属的熔化和结晶均在滚轮不动时进行,整个结晶过程中都有压力存在,改善了散热和压固条件,从而可以更有效地提高焊接质量,延长滚轮寿命,获得的焊缝比较致密。这种方法多用于铝、镁合金的焊接,用于缝焊高温合金,也能有效地提高焊接质量,但这种滚焊需要有使滚盘断续旋转的比较复杂的机械装置。